یک طرف احساس برهنگی و طرف دیگر احساس سرمای یخ با شدت بالا.
Welcome to Haining Meirunda Knitting Co., Ltd. !

پارچه لباس یوگا بافتنی تار سازنده


یک طرف احساس برهنگی و طرف دیگر احساس سرمای یخ با شدت بالا.
محصولات داغ

با ورود تابستان ، شنا برای بسیاری از افراد به یک فعالیت تفریحی محبوب تبدیل می شود. این که آیا شما یک شناگر رقابتی هستید یا به سادگی از یک استخر لذت می برید ، داشتن لباس شنا مناسب برای راحتی و عملکر...
ادامه مطلبدر موارد تجاری ، یک کت و شلوار رسمی مناسب نه تنها بازتاب سلیقه شخصی بلکه نمادی از تصویر حرفه ای و حرفه ای است. انتخاب پارچه سایش رسمی عامل اصلی است که بافت و درجه این کت و شلوار را تعیین می کند. پا...
ادامه مطلبدر دنیای نساجی ، نوآوری و تغییر هرگز متوقف نمی شود. در سالهای اخیر ، یک ماده جدید نساجی به نام ابریشم کامپوزیت به تدریج ظهور کرده و با عملکرد منحصر به فرد و چشم انداز کاربردهای گسترده خود ، توجه گس...
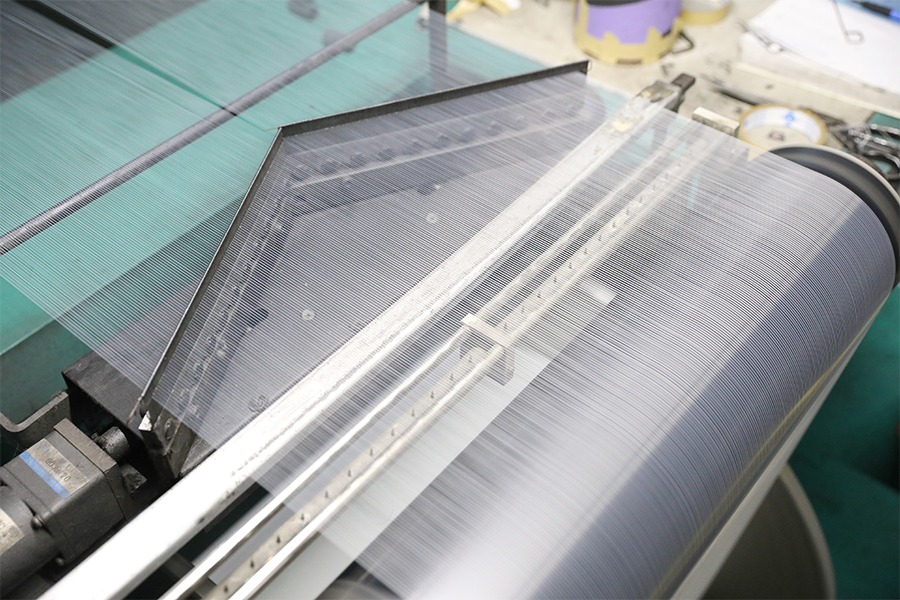
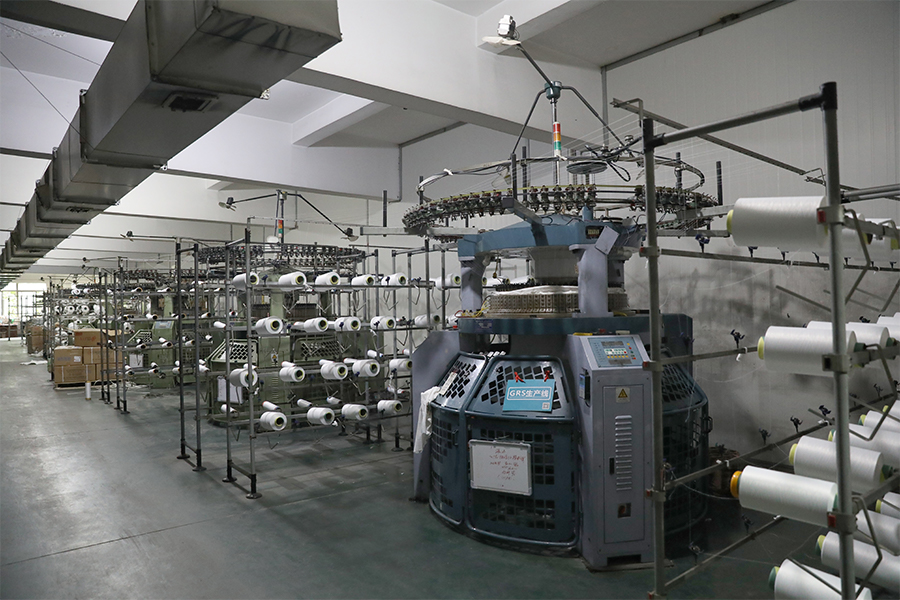
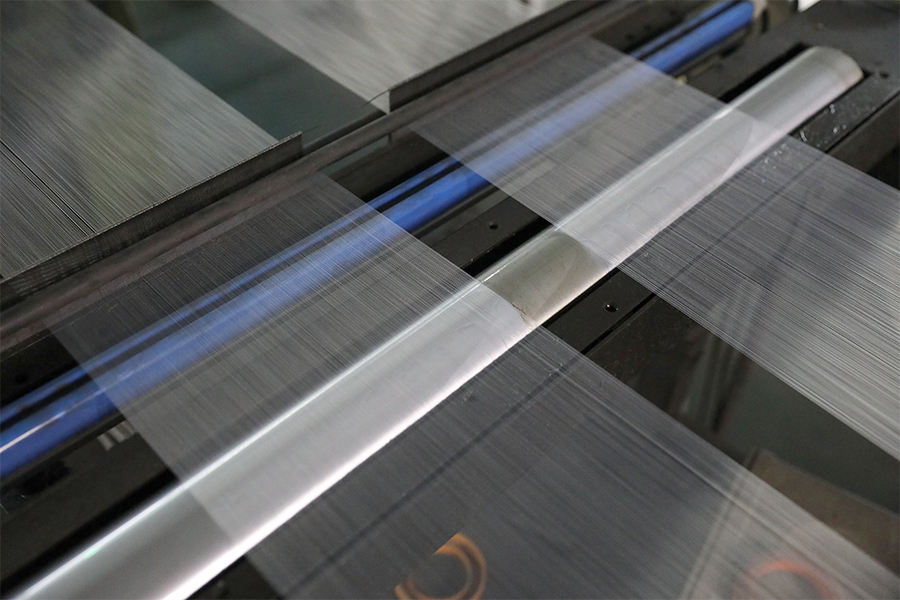
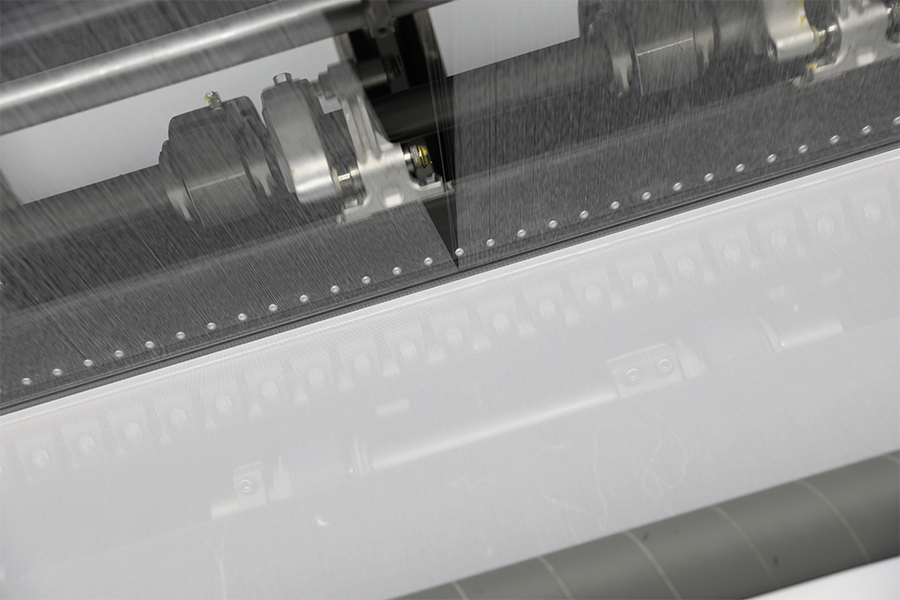
ادامه مطلبما کارگاه و انبار تولید خود را داریم که مجهز به تجهیزات کامل تولید و بازرسی کیفیت است.
کارگاه های آموزشی
کارگاه های آموزشی

کارگاه های آموزشی

کارگاه های آموزشی

کارگاه های آموزشی

کارگاه های آموزشی
کارگاه های آموزشی
کارگاه های آموزشی
کارگاه های آموزشی

کارگاه های آموزشی

کارگاه های آموزشی

کارگاه های آموزشی
1. آماده سازی قبل از چرخش
انتخاب و فرآوری مواد اولیه
انتخاب مواد اولیه: الیاف با طول الیاف یکنواخت، استحکام بالا، پیچش کم و رنگ یکنواخت را به عنوان مواد اولیه انتخاب کنید. چنین الیافی به کاهش مشکلات انتهای شکسته و عیوب نخ در طول فرآیند ریسندگی کمک می کند.
پیش تصفیه مواد اولیه: برای بهبود قابلیت چرخش الیاف و کاهش شکستگی و آسیب در طول فرآیند ریسندگی، پیش تصفیه های لازم را روی مواد اولیه انجام دهید، مانند حذف ناخالصی و مرطوب سازی.
مدیریت ذخیره سازی
محیط نگهداری مواد خام را خشک و تهویه نگه دارید، از تابش مستقیم نور خورشید اجتناب کنید و از کپک زدن و خراب شدن مواد خام جلوگیری کنید. در عین حال دما و رطوبت مناسب را کنترل کنید تا مواد اولیه رطوبت را جذب نکند و بر کیفیت نخ تأثیر بگذارد.
2. بهینه سازی فرآیند چرخش
انتخاب و تنظیم تجهیزات
انتخاب تجهیزات: تجهیزات ریسندگی مناسب را با توجه به ویژگی های الیاف و کیفیت مورد نیاز نخ انتخاب کنید. اطمینان حاصل کنید که عملکرد تجهیزات پایدار است و می تواند نیازهای تولید نخ با کیفیت بالا را برآورده کند.
تنظیم پارامتر: پارامترهای خاص دستگاه چرخان مانند تنش، سرعت چرخش، کشش آفلاین و غیره را تنظیم کنید تا اطمینان حاصل کنید که هر پارامتر در محدوده معقولی قرار دارد. این به کاهش کشش، پیچش و شکستن نخ در طول فرآیند ریسندگی کمک می کند.
بهینه سازی فرآیند
در فرآیند شانه کردن، پیکربندی و مدیریت عناصر شانه را بهینه کنید، پدیده درونی شانه و سیلندر بالایی را کاهش دهید و از ورود الیاف به توری پنبه ای در ساختار دسته ای خودداری کنید و در نتیجه احتمال شکستگی در فرآیند بعدی را کاهش دهید.
به طور منظم وضعیت کشش و سایش تسمه دندانه دار پیش نویس و تسمه دندانه دار سیم پیچ را بررسی و تنظیم کنید تا احتمال شکستگی قاب کشش کاهش یابد.
در فرآیند چرخش، فاصله فک، فاصله مرکز غلتک و پیش نویس منطقه عقب را به طور مناسب کاهش دهید تا ارزش CV نخ ریسی شده را کاهش دهید، اما به حفظ رشد همزمان نیروی نگهدارنده و نیروی پیش نویس برای جلوگیری از پیش نویس ضعیف توجه کنید.
مدیریت عملیات
تقویت آموزش عملیات کارگران برای اطمینان از تسلط کارگران در استفاده صحیح و مهارتهای عملیاتی از تجهیزات ریسندگی.
استانداردهای کنترل کیفیت چرخش را به شدت اجرا کنید تا اطمینان حاصل شود که کیفیت هر دسته از محصولات مطابق با الزامات است.
تقویت مدیریت و نظافت محل تولید برای کاهش عوامل نامطلوب مانند گل های پرنده ناپاک چسبیده به نخ.
3. کنترل کیفیت پس از چرخش
تست نخ
نخ ریسی شده را به شدت آزمایش کنید، از جمله استحکام، کشیدگی، تفاوت رنگ، چشم حشرات، دلمه و سایر مشکلات. نتایج آزمایش هر دسته از نخ را یادداشت کنید تا مشکلات به موقع پیدا و تنظیم شوند.
تضمین پردازش بعدی
در پردازش های بعدی مانند چاپ و رنگرزی، رنگ ها و مواد کمکی با کیفیت بالا را انتخاب کنید و از تکنولوژی رنگرزی معقول استفاده کنید تا اطمینان حاصل شود که خشکی، تمیزی و کیفیت نخ تحت تأثیر قرار نمی گیرد.
در فرآیندهای تکمیلی مانند شکلدهی و کلندری، چگونه تامینکننده پارچههای ساده تار سنگین میتواند از چینخوردگی، تغییر شکل و سایر مشکلات پارچههای تار سنگین جلوگیری کند؟
1. اقدامات پیشگیرانه در فرآیند شکل دهی
دمای شکل دهی را به طور معقولی تنظیم کنید
دمای شکل دهی یک عامل کلیدی است که بر کیفیت تنظیم گرما تأثیر می گذارد. برای پارچه ساده تار سنگین، دمای شکل دهی باید به طور معقولی با توجه به انقباض الاستیک و ضخامت پارچه تنظیم شود. معمولاً دمای تنظیم حرارت پارچه بافتنی اسپندکس را می توان بین 180-195 درجه سانتیگراد کنترل کرد، اما دمای خاص باید با توجه به وضعیت واقعی پارچه تنظیم شود.
لازم به ذکر است که دمای بیش از حد بالا ممکن است باعث زرد شدن پارچه و از دست دادن خاصیت ارتجاعی شود، در حالی که دمای بسیار پایین ممکن است به اثر شکل دهی ایده آل نرسد.
زمان و سرعت شکل دهی را کنترل کنید
طول زمان شکل دهی و سرعت دستگاه نیز بر اثر شکل دهی تاثیر می گذارد. سرعت باید متناسب با طول و دمای دستگاه شکلدهی تنظیم شود تا اطمینان حاصل شود که پارچه زمان کافی برای تنظیم گرما در منطقه گرمایش دارد.
سرعت خیلی سریع ممکن است بر روی اثر شکل دهی تأثیر بگذارد و در نتیجه قادر به از بین بردن کامل چین و چروک های ریز نباشد. سرعت بسیار کم و دمای بسیار بالا ممکن است باعث زرد شدن پارچه شود.
تغذیه بیش از حد و تنش را تنظیم کنید
در طول فرآیند تنظیم، کنترل بیش از حد تغذیه و تنش نیز بسیار مهم است. تغذیه بیش از حد ممکن است باعث ناهمواری سطح پارچه و مشکل در از بین بردن چین و چروک های ظریف شود. در حالی که کشش بیش از حد ممکن است باعث پیچ خوردگی پارچه در هنگام تنظیم گرما شود.
بنابراین، تغذیه بیش از حد و کشش باید به طور منطقی با توجه به ویژگی های پارچه و عملکرد تجهیزات تنظیم شود تا اطمینان حاصل شود که پارچه در طول فرآیند گیرش صاف می ماند.
به طور منظم تجهیزات را بررسی و نگهداری کنید
وضعیت تجهیزات دستگاه تنظیم تأثیر زیادی در تأثیر تنظیم دارد. سیستم گرمایش، سیستم انتقال و چرخ راهنمای پارچه و سایر اجزای تجهیزات باید مرتباً بررسی شوند تا از سالم بودن آنها اطمینان حاصل شود.
برای جلوگیری از چین و چروک یا تغییر شکل پارچه به دلیل خرابی تجهیزات، باید مشکلات پیدا شده به موقع برطرف شود.
2. اقدامات پیشگیرانه در فرآیند کلندرینگ
یک فرآیند کلندری مناسب را انتخاب کنید
انتخاب فرآیند کلندری باید با توجه به ویژگی های پارچه و نیاز مشتری تعیین شود. برای پارچههای ساده تار سنگین آمونیاکی طلا، میتوان از فرآیند کلندری بدون تنش یا کمتنش برای کاهش تأثیر بر قابلیت ارتجاعی و عملکرد بازیابی پارچه استفاده کرد.
دما و فشار کلندری را کنترل کنید
دما و فشار کلندری عوامل مهمی هستند که بر اثر کلندرینگ تأثیر می گذارند. پارامترهای دما و فشار باید با توجه به ویژگی های پارچه و عملکرد تقویم تنظیم شوند.
دمای خیلی بالا یا فشار زیاد ممکن است باعث زرد شدن پارچه، عمیق شدن بیش از حد فرورفتگی یا تغییر شکل پارچه شود. در حالی که دمای خیلی کم یا فشار خیلی کم ممکن است به اثر کلندری ایده آل دست پیدا نکند.
سطح پارچه را صاف نگه دارید
در طول فرآیند کلندری، سطح پارچه باید صاف نگه داشته شود. این را می توان با تنظیم موقعیت و کشش چرخ راهنما به دست آورد. در عین حال باید از کشیده شدن یا فشرده شدن بی مورد سطح پارچه در حین فرآیند کلندری جلوگیری شود.
دسته بندی
ما را پیدا کنید
آدرس: شماره 6 جاده ژنبی، شهر ماکیائو، شهر هاینینگ، استان ژجیانگ
تلفن: +86-573-87463566
ایمیل: yhg1987cool@126.com
تماس با ما










.")
